
 语言
语言  English
English 中文简体
中文简体 русский
русский


 |
 |
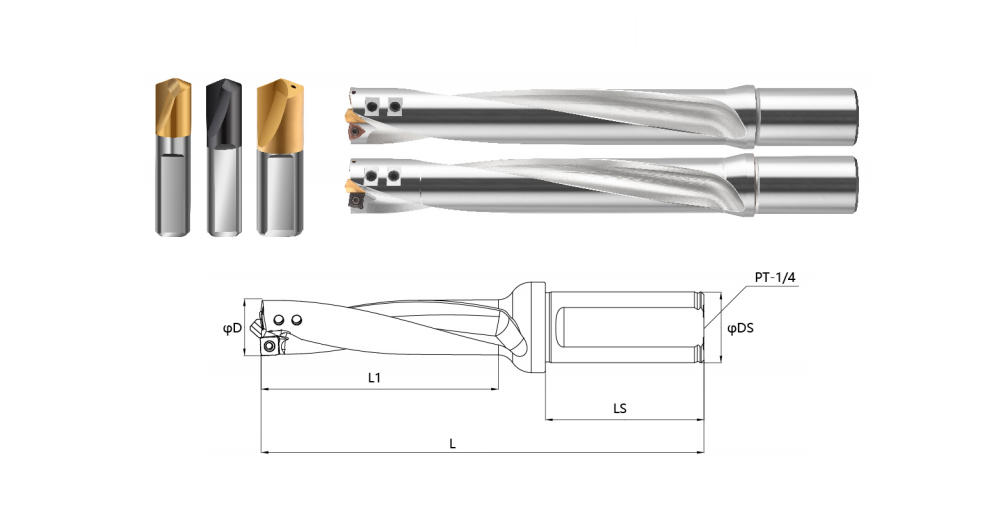
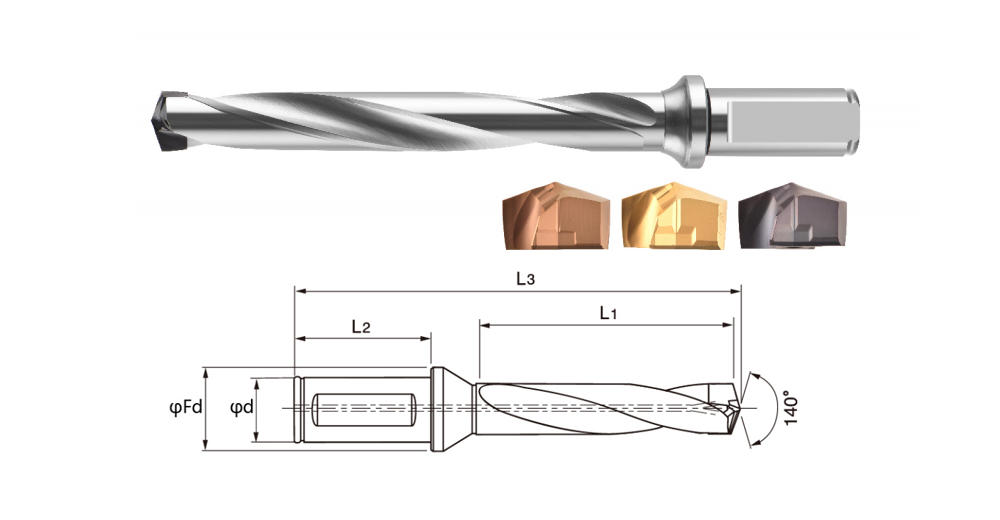
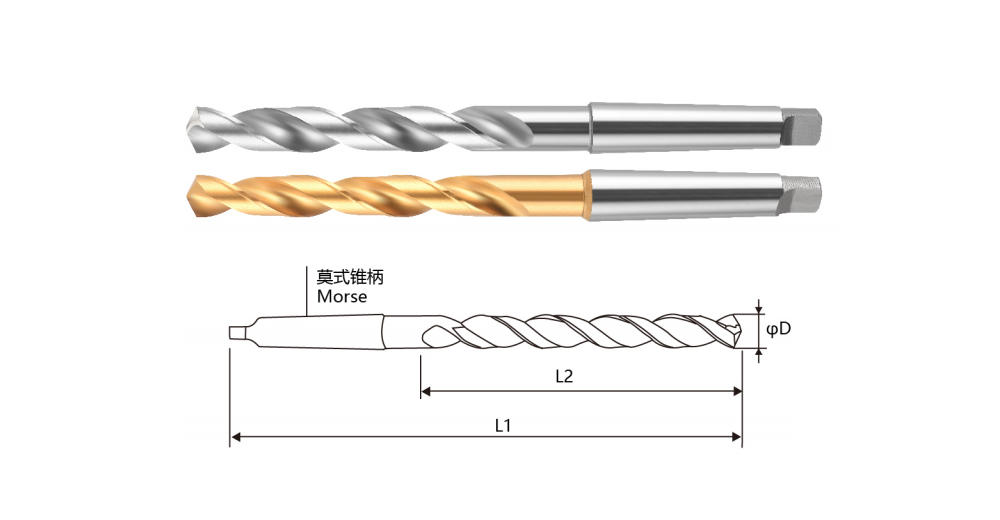
自定心钻孔+内出水 |  |
 |
 |
 |
 |
 |
| H13 | M42粉末高速钢 | 钢 | 不锈钢 | 铸铁 | 非铁材料 | 高温合金、钛合金 | 高硬度 |
-

质量
我们拥有先进的检测设备,确保产品质量。
-

定制化
我们可以根据图纸或样品开发和生产产品。
-

服务
我们专注于为高端市场开发高质量产品。
公司简介
多年来,本公司始终坚持技术创新,并奉行”优质、诚信”为公司宗旨,从国内工具生产厂家聘请了成绩优异的工程师和技师,培养了一批技术过硬的员工队伍在优质的名厂原材料基础上,配备精准的生产工艺及优异的热处理水平,产品质量可与名厂媲美,并通过”国家刀具质量监督检验中心”检测标准。工厂产品通过了IS9001:2008质量体系认证。HSSG商标在2012年评为市知名商标。
>了解更多

我们的产品
>了解更多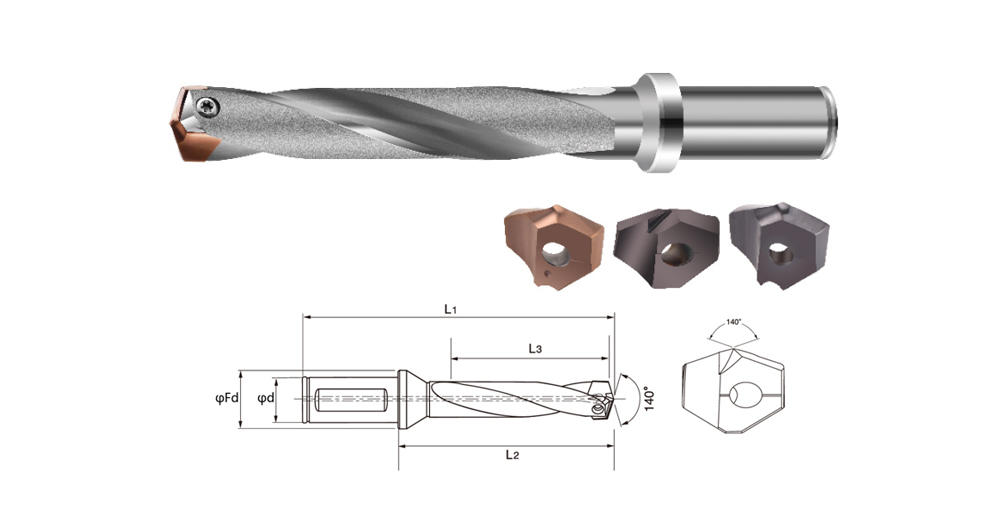













新闻中心
-
2023-06-21
未来几年工具行业市场需求预测
未来几年,国内市场对切削刀具的需求改善是大势所趋。 (1)刀具消耗在机床消耗中的比重将逐步提高。现代切削加工是以提高切削效率、切削精度、切削安全为目标,注重智能机床和高效刀具的协调均衡发展。 (2)数控机床数控化程度提高,数控刀具消耗需求增加。切削机床数控化升级趋势将带动数控刀具...>了解更多 -
2023-06-21
深孔加工的注意事项。
深孔钻加工的注意事项 一、深孔钻作业要点 主轴与刀具导套、刀柄支撑套、工件支撑套等同轴度应符合要求;切削液系统应顺畅、正常;工件加工端面上不应有中心孔,并避免在斜面上钻孔;切屑形状应保持正常,避免产生直带状切屑;使用较高的速度加工通孔,当钻头即将钻通时,应降低速度或停止速度,...>了解更多 -
2023-06-21
机械加工中常用的2种铣刀你知道吗?
铣刀是一种多齿回转刀具,每个齿相当于固定在铣刀回转面上的一把车刀。铣削时,同时参与切削的切削刃较长,且不存在空行程,因此生产率较高。铣刀的类型很多,结构各异,用途广泛,按用途可分为三类:加工平面的铣刀、加工凹槽的铣刀和加工成形面的铣刀。铣刀的通用规格已标准化,一般由专业刀具...>了解更多 -
2023-06-21
深孔钻削常见问题及解决方法。
深孔钻削表面粗糙度 1、芯片键合:降低切割速度;避免碎裂;提高切削液的压力和流量。 2、同轴度不好:调整机床主轴与钻套的同轴度;采用合适直径的钻套。 3、切削速度太低、进给量太大或不均匀:采用适当的切削量。 4、刀杆几何形状不合适:改...>了解更多
定制适合您的 CNC 加工解决方案。
>联系我们!版权所有 台州华达工具制造有限公司 