
 语言
语言  English
English 中文简体
中文简体 русский
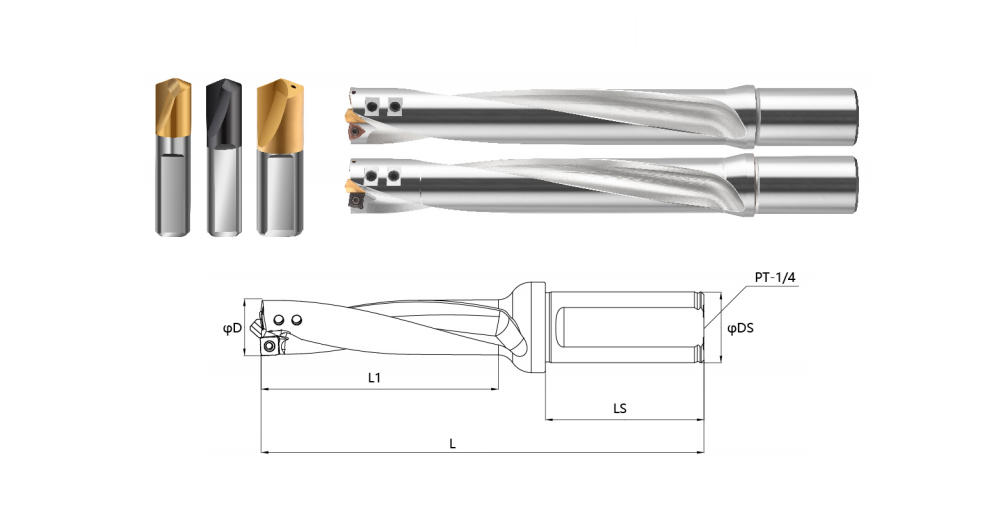
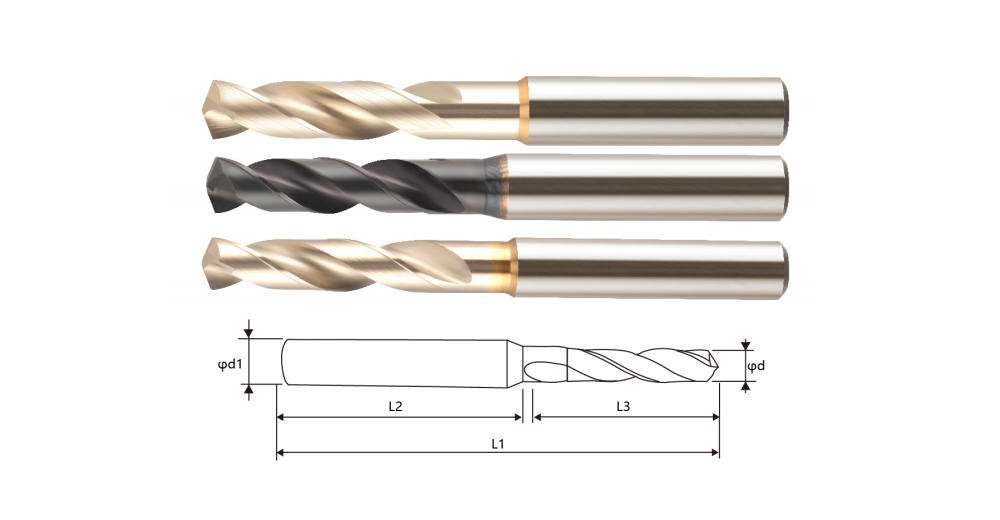
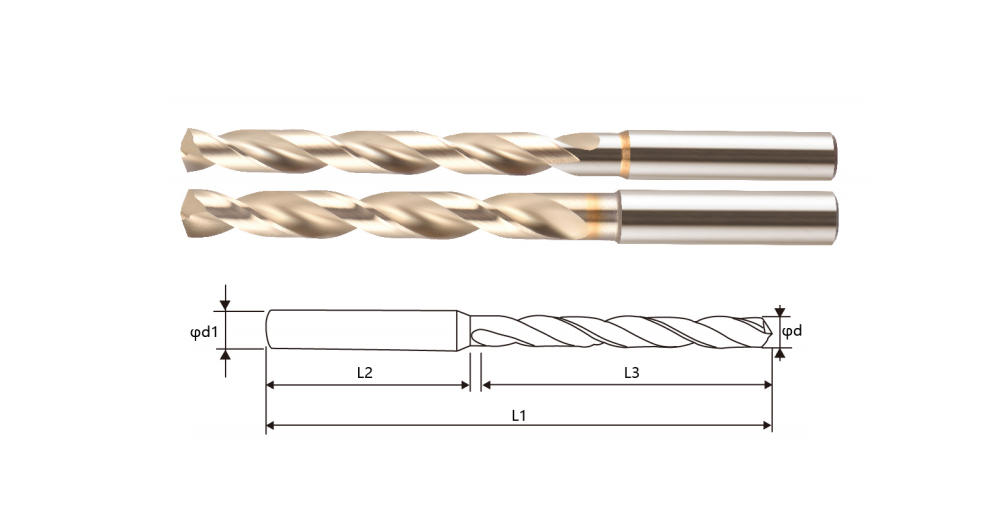
русскийHD-3 6D切削深度 精准 自定心快速钻
Cat:HD-3自定心快速钻
 |
 |
自定心钻孔+内出水 |  |
 |
 |
 |
 |
 |
| H13 | M42粉末高速钢 | 钢 | 不锈钢 | 铸铁 | 非铁材料 | 高温合金、钛合金 | 高硬度 |
2023-06-21
 |
 |
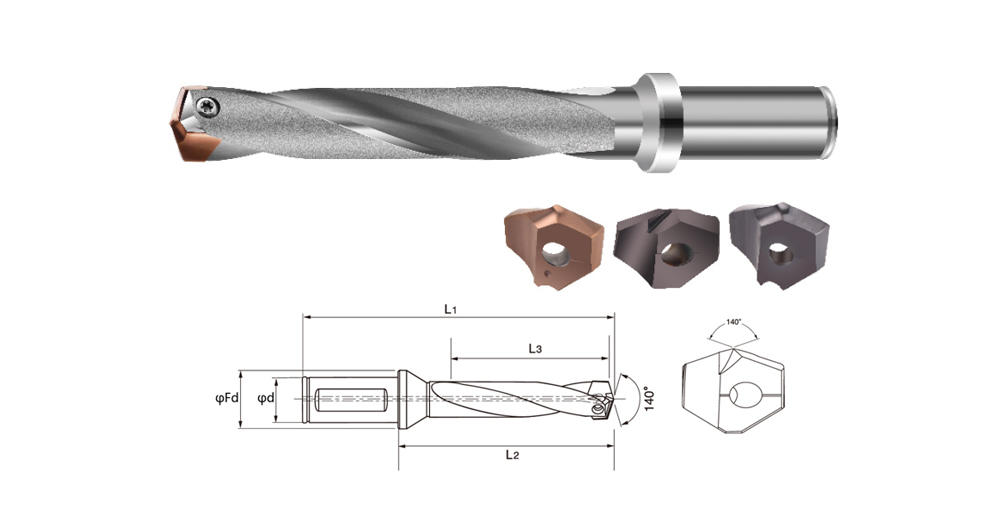
可换刀片式单尖钻头 内出水 |
|
|
|
|
|
|
| H13 | 硬质合金 | 钢 | 不锈钢 | 铸铁 | 非铁材料 | 高温合金、钛合金 | 高硬度 |
|
|
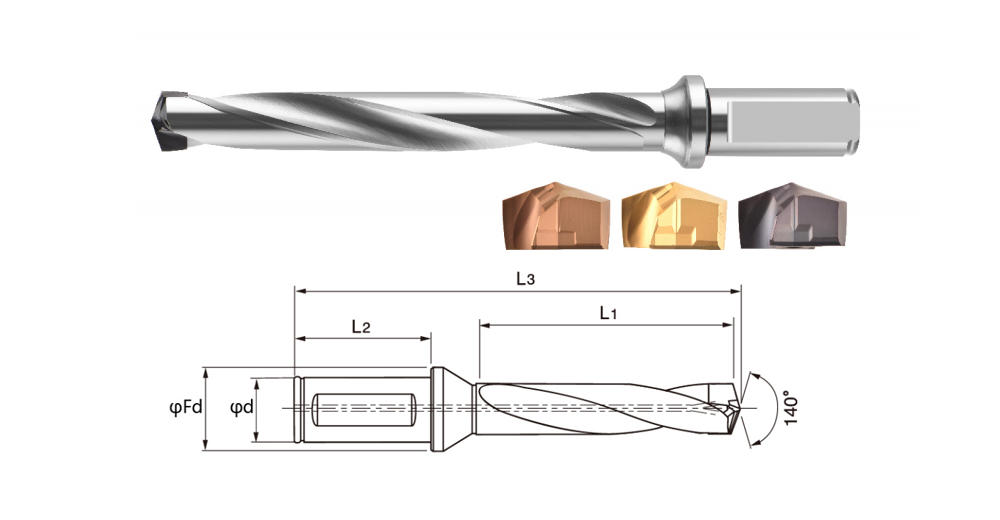
可换刀片式单尖钻头 内出水 |
|
|
|
|
|
|
| H13 | 硬质合金 | 钢 | 不锈钢 | 铸铁 | 非铁材料 | 高温合金、钛合金 | 高硬度 |
版权所有 台州华达工具制造有限公司 


联系我们