语言
语言  English
English 中文简体
中文简体 русский
русский








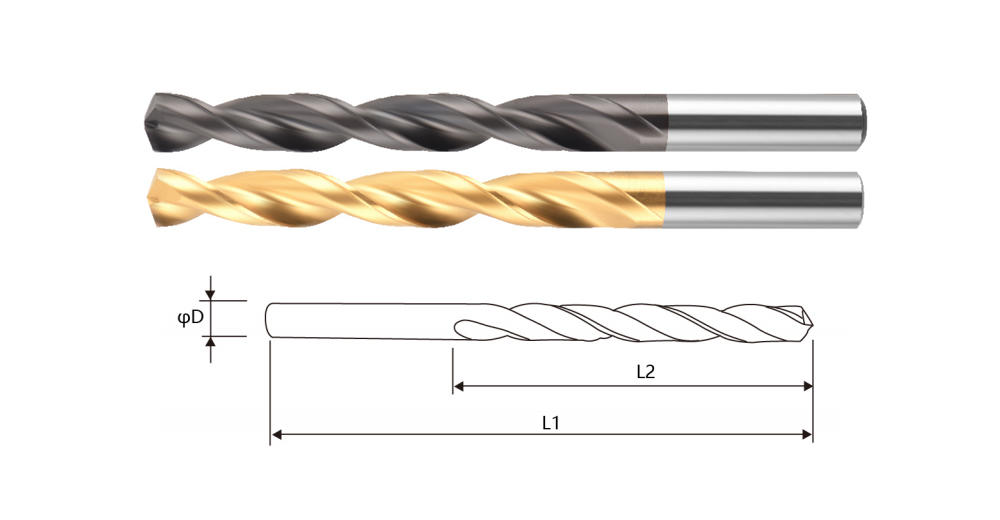
DIN1869 M35/6542材质直柄加长钻麻花钻是一种高质量的工具,适用于各类加工需求。它采用优质的M35和6542材质,这些材料都属于高速钢,具有出色的硬度和耐磨性,使钻头能够在加工过程中保持锋利,延长使用寿命。 主要采用德标长度标准,来适合客户的深孔加工需求。
该钻头具有直柄加长设计,适用于特殊加工需求或需要较深孔深的情况。直柄设计使其能够与不同类型的钻床或钻头夹配合使用,提供稳固的连接,增加加工的精确性和安全性。
钻头提供全磨和氧氨化处理两种处理方式的选择。全磨处理适用于一般加工任务,而氧氨化处理则可提高钻头的表面硬度和耐磨性,适用于处理一些较硬、耐磨的材料。
麻花钻的设计使其在钻削过程中能够快速而准确地钻孔,并且适用于钢、铸铁、不锈钢等多种材料。